发布时间: 2024-07-04 12:02:52 人气:1 来源:行业新闻
上海环越机床今天给大家分享一篇关于齿轮泵泵体加工工艺与专用夹具设计的文章,在了解工艺、夹具之前,我们首先需要知道什么是齿轮泵?
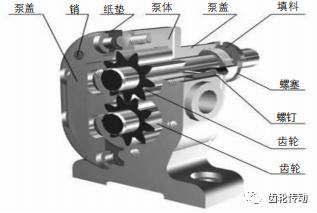
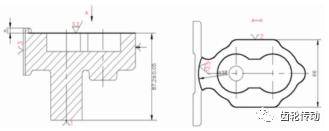
齿轮泵是一种通过一对互相咬合的齿轮将液体从一端吸入另一端排出的泵。它通常由两个主要部分组成:齿轮和泵壳,实体图如图1 所示。
“泵”是一种能量转换装置,通过将原动机的机械能或者其他的外部能量输送给液体,使液体增加能量。
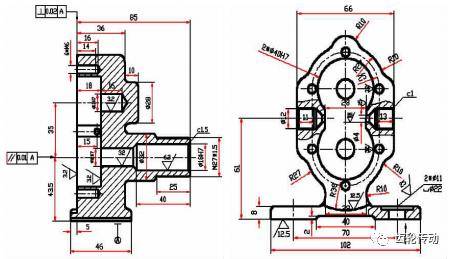
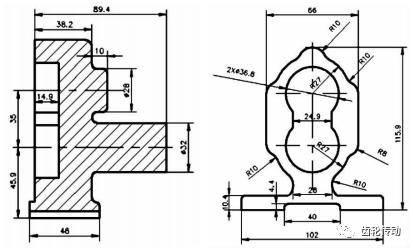
因为 ZG25 的泵体的铸造性能比较好,切削加工性也不错,我们一般采用金属型铸造。零件有 3 组加工面,它们都有相应的位置要求。以下是本零件需要加工的表面以及加工表面之间的位置要求:①底面和 Φ32 圆柱互为基准的加工面,Φ12 孔轴线,主要加工的是底面,Φ18 孔和 2×Φ12 孔。② 底面为基准的加工面,主要加工左端面和 2×G1/4 的孔,底面和左端面垂直度为 0.01。③中心线和左端面为基准的加工面,主要加工 2×Φ40 孔,右端面,2 个小侧面。
零件的生产类型一般是根据工件或者产品的每年的生产纲领来划分的,零件的年生产纲领计算公式如下:
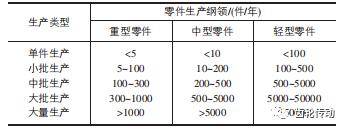
齿轮泵泵体是通用零件,已经市场化,而且加工用到很多不同种的机床,比如车床、铣床、钻床、镗床等,所以选用大量生产。
定位基准影响零件加工精度。而定位基准的选择影响机床夹具的复杂程度和零件的加工质量。定位基准可分为粗基准、精基准和辅助基准。
①我们通常用某个加工余量比较均匀一点的和十分要紧的表面零件的粗基准。②那些我们暂时不用加工的表面,我们的粗基面选用当中精度要求较高的表面。③一般选光滑、干净、平整面作粗基准面,不能有飞边、刮痕、缺口、裂痕等特别明显的缺陷。④如果我们用毛坯表面做粗基准时,通常最好就用一次,因为毛坯表面是比较粗糙的,这样导致了定位误差比较大,会影响零件的加工精度的。⑤以工件比较容易装夹为原则,夹紧机构尽量简单,操作尽量方便。
①“基准重合”原则;②“互为基准,反复加工”原则;③“基准统一”原则;④“自为基准”原则。
特别指出的是,我们很多时候不能同时满足上面四条精基准选用的原则,很多时候就算满足但是经济效益不高,也没有条件实现。使用精基准时,当设计基准和工序基准不重合时,我们要进行换算尺寸。
①通常先加工基准面后加工其它表面。②一般先加工出零件的平面,后加工出零件的孔。③先主要表面后次要表面。④先粗加工再做精加工工序。
一般在制定工艺规程时,我们一般要根据零件的材料特性以及技术要求来安排热处理工序,热处理一般包括:预备热处理,最终热处理正火,退火,时效,渗氮(表面注入氮原子),时效处理。
检验工序比如:去除毛刺、去磁化、称产品重量、除尘清洗、防锈涂油等,这些虽不是主要工序,在加工中比较零散也无需花太多时间,但是也会影响零件的精度和技术要求,也是加工工艺的重要组成部分,不可忽视。
加工一个工件是由很多工步组成的,如何把这些工步组成工序,是设计工艺规程中要考虑的重要问题。以工序集中与分散两个特点为基本原则确定工序数。如果在生产中不经常采用专用设备,这样就会限制工序集中,不利于零件的正常生产。单件小批生产尽量使用结构简单的机械设备,夹具,流水线,提高自动化水平。根据上述,使用工序集中的原则来组织生产现在和将来发展趋势。
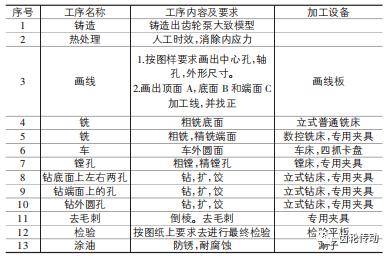
零件主要表面和其它表面的机械加工顺序,对保证质量和组织生产,节约成本有很大的作用,应依据工序和定位基准面的来决定。加工工艺过程如表2 所示。
夹具体是夹具的基础部件。夹具体要安装组成该夹具所需要的各种装置,元件和机构,夹具体对加工工件非常重要。
①应该有足够大的刚度和强度。②稳定加工尺寸。③便于排屑。④夹具通常来说是单件生产的,按照经验我们可以借鉴以前类似的结构和模型。⑤工作安全可靠并且操作方便。⑥结构简单容易制造,可操作性高。
铣削左端面,一般用已加工过的底面作为主定位面,加工表面的表面粗糙度是 Ra3.2,右面Φ32mm 圆柱端面和左端面之间的尺寸要求为 87.2mm,右面Φ32mm 圆柱端面有一个支承钉限定一个自由度,顶面用 V 型块限定两个自由度,因此这样限定了六个自由度,实现完全定位。定位示意图如图4 所示。
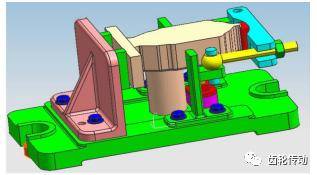
该夹具主要是确定定位:底面是采用两个支承板,限定了三个自由度,Y 和 Z 方向的旋转,X 方向的移动,右面Φ32mm 圆柱端面用一个支承钉限定一个 Y 方向的移动自由度,顶面用 V 型块限定 Z 方向的移动和 X 方向的旋转自由度,这样就限定了六个自由度,满足了六点定位原理,工件在夹具中合理定位;再就是夹紧,选择两个侧面面作为夹紧面,采用铰链机构,螺钉和压板夹紧,可人为的调紧调松,用 V 形块压板夹紧顶端圆弧部分,选择辅助支撑用来减少加工时工件的震动,确保夹紧机构夹紧可靠。详细如图5 所示。
在铣床夹具中,刀具对于夹具的位置需要事先调整,所以需要设置对刀装置。对刀装置赛尺,刀块,支座,连接支座和刀块的螺钉。使夹具上定位元件的工作表面相对工作台的送进方向具有正确的位置是定向键的作用。一般安装在夹具底面的纵向槽中。
①夹具在设计时应该尽可能满足可靠性和稳定性。②夹具在设计时应尽可能结构简单,成本低。③夹具在设计时应尽可能的有足够的承载和夹紧力以夹紧加工中的工件,在装夹和操作中快速工作。④夹具要能在调整和更换中能重复定位。
该夹具使用的是快速螺旋夹紧机构。优点是构造比较简单,使用方便,成本低廉。缺点是夹紧力不大,可使用手动夹紧。
夹具首先要保证工件加工的精度。夹具在设计过程中要确定工件的定位方案,首先应根据定位原理选择定位元件还得考虑工件定位方案能否满足工序加工精度。定位误差是因为工件在机床或者夹具上定位不准确形成的工序尺寸的加工误差。而基准不重合误差 △jb 和基准位移误差△jw 是定位误差主要方面。
该夹具设计合理,结构紧凑简单,定位准确,能很好的辅助齿轮泵泵体的加工,经济性强,便于大批量生产。返回搜狐,查看更多


